欢迎来到长沙阿凡达公司,公司主营环保脱漆剂,中性除锈剂,钢筋除锈剂,多功能漆前处理剂,漆雾凝聚剂,常温发黑剂。
-

扫码打开手机站
- 扫一扫

扫码加微信
扫码打开手机站
扫码加微信

1.工位工序
硅烷化处理在操作工艺上有所改进,现有磷化处理线稍加改造即可投入硅烷化生产。传统磷化工艺和硅烷化处理比较列于表 1。由表 1 可知,硅烷化处理与磷化处理相比可省去表调及磷化后 2 道水洗工序。因硅烷化处理时间短,故原有磷化生产线无需设备改造,只需调整部分槽位功能即可进行硅烷化处理:①预脱脂、②脱脂、③水洗保留,④水洗改为脱脂槽,⑤ 表调、⑥ 磷化改为水洗槽,⑦水洗改为硅烷化处理,⑧备用。在改换槽位功能的同时,可提高链速进行生产,提高生产效率。
2.处理条件
传统磷化处理后的沉渣、含磷及磷化后废水处理等问题,一直困扰着涂装生产企业。随着国家对环保及节能减排的重视程度不断提高,在未来的时间里,涂装行业的环保及能耗问题将会越来越突出。硅烷化处理在此方面有了很大程度的改善。
3.处理方式
工件处理方式,是指工件以何种方式与槽液接触达到化学预处理之目的,包括全浸泡式、全喷淋式、喷淋浸泡组合式、刷涂式等。它主要取决于工件的几何尺寸形状、场地面积、投资规模、生产量等因素的影响。例则几何尺寸复杂的工件,不适合于喷淋方式;油箱、油桶类工件在液体中不易沉入,因而不适合于浸泡方式。
4.全浸泡方式
将工件完全浸泡在槽液中,待处理—段时间后取出,完成除油或硅烷化等目的的—种常见处理方式,工件的几何形状繁简各异,只要液体能够到达的地方,都能实现处理目标,这是浸泡方式的独特优点,是喷淋、刷涂所不能比拟的。其不足之处,是没有机械冲刷的辅助使用。并且像连续悬挂输送工件时,除工件槽内运行时间外,还有工件上下坡时间,因而使设备增长,场地面积和投资增大,并目工序间停留时间较长,易引起工序间返锈,影响硅烷化质量。
5.全喷淋方式
用泵将液体加压,并以0.1—0.2Mpa的压力使液体形成雾状,喷射在工件上达到处理效果。优点是生产线长度缩短,相应节首了场地、设备。不足之处是,几何形状较复杂的工件,像内腔、拐角处等液体不易到达处,处理效果不好,因此只适合于处理几何形状简单的工件。并且能有效的减小首次投槽费用。
6.喷淋_浸泡结合式
喷淋_浸泡结合式,一般在某道工序时,工件先是喷淋,然后入槽浸泡,出槽后再喷淋,所有的喷淋、浸泡均是同—槽液。这种结合方式即保留了喷淋的高效率,提高处理速度,又具有浸泡过程,使工件所有部位均能得到有效处理。因此喷淋结合式前处理即能在较短时间内完成处理工序,设备占用场地也相对较少,同时又可获得满意的处理效果。在硅烷化处理中可考虑脱脂工序采用喷淋一浸泡结合式。
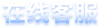
7.刷涂方式
直接将处理液通过手工刷涂到工件表面,来达到化学处理的目的,这种方式—般不易获得很好的处理效果,在工厂应用较少。对说大型、形状较简单的工件,可以考虑用这种方式。
8.工艺流程
预脱脂─脱脂─水洗─水洗─(纯水洗)─硅烷处理─烘干─喷粉。



 阿凡达淘宝旗舰店
阿凡达淘宝旗舰店 阿凡达百度爱采购
阿凡达百度爱采购