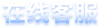
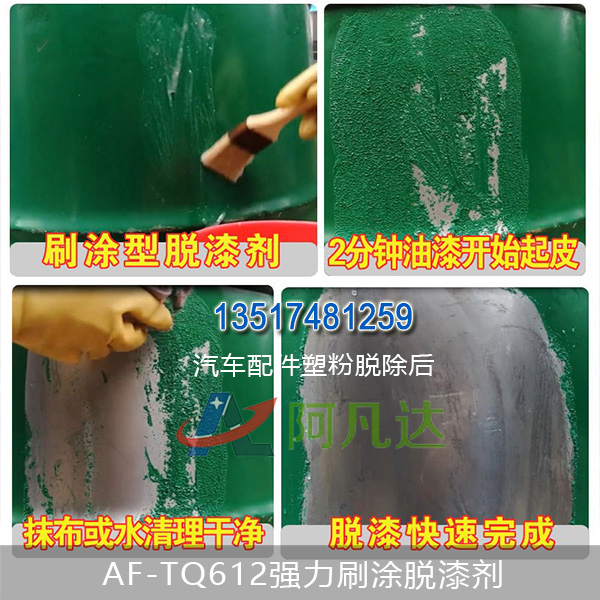
欢迎来到长沙阿凡达公司,公司主营环保脱漆剂,中性除锈剂,钢筋除锈剂,多功能漆前处理剂,漆雾凝聚剂,常温发黑剂。
-

扫码打开手机站
- 扫一扫

扫码加微信
扫码打开手机站
扫码加微信

一 结论
ABS一般表面都有漆面,分为装饰性单层面漆和保护性多层胶漆。漆面常用的树酯有:碳酸型聚酯氨酯,丙烯酸聚氨酯,氨基丙烯酸醇酸,ABS改性丙烯酸、生漆; 常用的颜料主要是:锌钡白、滑石粉、碳酸钙、硫酸钡、钛白粉,炭黑等。回收的废料中,表面会粘附动植物油脂、机油类石油制品及其它有机物,微生物,泥土沙尘,盐份等物质。
可见基材ABS上覆盖着大量的漆胶及环境污染物,而现行的回收处理流程如下:
分 拣→破 碎→水 洗→分 选→造粒(改性)
该工艺过程的重大缺撼——遗漏“脱漆”工序。而正是这一缺失,导致产品的拉伸强度,耐冲击性,弯曲弹性,负载挠曲温度等重要指标均有较大的降幅,产品在加工成型出现时“砂眼”等现象。因此,为实现产品质量的提高和稳定,其充分与必要的条件是有效去除表面漆胶(及其它污染物)!
二 现有脱漆的特质
某些有机溶剂对漆胶有良好的溶解性,主要的溶剂有:卤代烃、苯系、酮、醚、酯等。现有市面供应的脱漆制品大多数以此为基础通过复合而衍生,使用时一般是常温浸泡30-300分钟不等;也有采用煤油配烧碱高温长时间浸泡的方法。溶剂型脱漆的特点如表一:
表一 溶剂型脱漆剂的主要优缺点:
优点
1 快速溶解胶漆
2 作业简单
3 节约资源
缺点
1 毒性大,恶化工作环境
2 基材有溶于溶剂及溶解的漆胶有侵入基材的倾向
3 用量大,处理成本高昂
4 废液处理复杂,废水处理成本高
从上表可以看出,仅仅是处理成本一项,已令绝大多数企业止步,而溶剂的回收利用及废水处理的设备系统技术较为复杂,基础投资成本激增。正是这样,ABS脱胶的脱除仅仅局限于(大型)零部件制造企业工序间的真正原因。我国至今为止。仍没有利用本法用于回收ABS的脱漆产业化的报道。
三 海离子脱漆新技术及应用
海离子清洗技术———研究大海分解净化的机理,以清洁有用的酯、微生物、阴阳离子[统称为海离子]为主体成份,在热能或电磁波的作用下,有效地切断表面膜分子枝接琏形或碎电脱落,从而达到清洗的目的。本技术应用过程无味、无毒、不燃烧,环保,不影呼基材物化特性,达到清洁生产的目的。
1 海离子处理工艺流程
破 碎→脱 漆→漂 洗→分 洗→造粒(改性)
本流程补充的是“脱漆”工序,而正是这道工序的采用,才能全面提高产品的各项质量指标,从而大幅增大有效循环回收利用次数。
2 破碎流程大小与脱漆效果
由于海离子的作用是从颗粒边缘开始, 切入并沿中心方向不断切断分子链的过程,因此颗粒越小,脱除速度越快。实用中的 颗料直径≤15mm为宜。
脱漆时间小时(%)
6│ ...... 多层漆
│ ...../
3│ ....../ ......... 单层漆
│ .........../
└────────────
10 20 颗粒直径(mm)
图一颗粒直径与脱漆时间的关系
3 海离子浓度与脱漆的关系
脱漆能力与海离子的用量及水的比例详见图二,可以看出,海离子浓度在15~30%时,显示其优异的性能,过高的海离子浓度反而使脱漆能力 下降,同时加大废料处理成本。
脱漆能力(%)
↑单层漆
100│┈┼┈┈┈┼┈┈┈┈┈
│ ┆ .----┼--.多层
│ ┆/..---┼--.单层
50│ / / ┊
│./ / ┊
│./┆ ┆
└─┴───┴───┴──→(%浓度)
0 10 30 50
离子浓度脱除能力的关系
4 不同时间的除漆效果
一般来说,时间越长,除漆效果越好,但过长的作业时间将制约生产效率。业界可根据产品要求,选择去漆能力达90%左右的时间,可参照图三。
脱漆能力(%)
↑单层漆
100│┈┈┈┈┈┈┈┈┈┈┈
│ .---- -- 多层
│ / ./ 单层
50│ / /
│./ /
│--------/
└─┴───┴───┴──→(时间)
0 10 30 50
除漆能力与时间的关系
5 海离子脱漆的优缺点
表二 海离子脱漆的主要优缺点
优点
1 有效剥落漆胶,脱漆时间为80-300分钟
2 无味、无害、不燃烧,环保,有利用清洁生产
3 清洁剂可反复使用,处理费用低
4 废水处理简单,费用低,废水量少
5 设备投资少,作业强度低
缺点
1 工件需破碎,对翻新工件的脱漆辅以超声波更好
2 需有专用设备
3 对个别种类基材的漆胶并非完全有效,有待技术升级
6 废液及废水的回收处理
请参见“废光盘处理新技术——海离子”一文,本文不再敖述。
四 结束语
ABS回收处理引入海离子清洗技术后,将彻底改变人们对传统方法毒性及高成本的恐慌,为业界在规模处理产业化提供充分及必要的技术支撑。而本技术独特的无毒无害、环保特性的接入,会使正在徘徊决择的企业新项目提供广阔的动作空间,同时也会使塑料回收处理企业一个崭新的思想变革。



 阿凡达淘宝旗舰店
阿凡达淘宝旗舰店 阿凡达百度爱采购
阿凡达百度爱采购