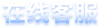
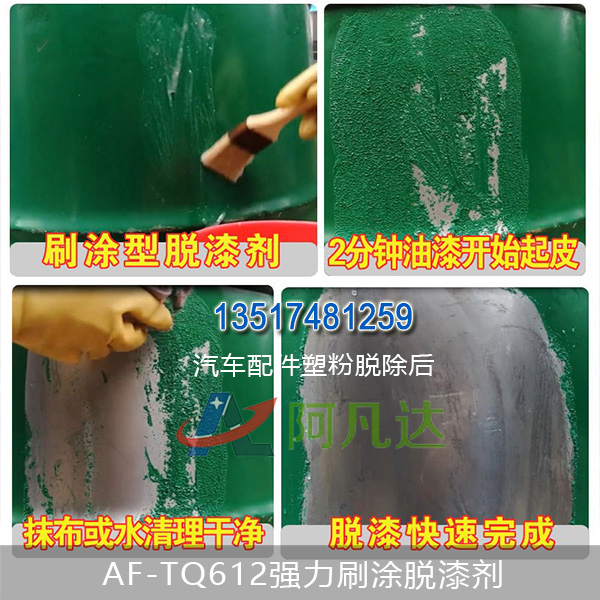
欢迎来到长沙阿凡达公司,公司主营环保脱漆剂,中性除锈剂,钢筋除锈剂,多功能漆前处理剂,漆雾凝聚剂,常温发黑剂。
-

扫码打开手机站
- 扫一扫

扫码加微信
扫码打开手机站
扫码加微信

金属管材是应用极为广泛的材料,由于其内部输送的介质多种多样,极易受到腐蚀,中国工程院组织专家对能源、交通、建筑、机械、化工、基础设施、水利、军事设施与装备等重点工业部门进行腐蚀情况调查后得出的数据表明,我国每年因腐蚀造成的损失,包括直接损失和间接损失为5—6千亿元,并且随着国民经济的高速发展,钢铁的消耗量逐年递增,腐蚀造成的损失也越发严重。为减少因钢管内壁腐蚀造成的损失,工业上运用表面工程技术对材料表面进行防腐处理,在基材与介质之间形成一个保护层,隔绝基材与介质的接触,提高耐腐蚀性能。采用表面工程技术防腐之前,要对管材表面进行预处理,将表面的锈斑、氧化皮等清除干净,以便复合层与金属表面较好地粘合在一起,从而杜绝腐蚀性物质对金属材料的腐蚀,延长材料的使用寿命心。目前主要的除锈方法有酸洗法、喷砂法、机械法等。酸洗法对环境污染严重,而且质量不稳定;喷砂法除锈效果较好,适用于工件外表面和大口径管道内表面;机械法受工件尺寸的限制,只适用于大口径管道的内壁。由于上述的常用方法都不适用于小口径管道内壁,为此研究一种除锈方法,主要适用于小口径管道内壁的除锈是非常必要的。
一、小口径钢管内壁振动除锈可行性分析
1.技术原理
新型管道内壁振动除锈机械的技术原理是:根据牛顿第三定律,加速度作用在物质上时,物质将产生惯性力,具有一定的冲击能量,当冲击能量超过其它物体表面的冲击强度时,具有对其表面产生破坏的能力,振动除锈机械通过机械振动产生按一定规律变化的加速度,由于装填在管道内的高硬度砂砾相对管道可以产生相对运动,因此产生惯性振动能量冲击管道内表面,达到清除锈斑的目的。
2.技术方案分析
处理的小口径管道内装填高硬度砂砾,利用专用夹具管件在机械的横向振动工作台上安装定位,横向振动气缸工作时,带动横向振动工作台产生横向振动,产生横向振动加速度,管道内的砂粒产生横向冲击动能;纵向振动电机转动,通过偏心轮带动偏心质量块产生纵向振动,带动振动机械纵向工作台产生纵向振动加速度,管道内的砂粒也随工作台产生纵向振动,通过综合振动产生的动能冲击管道内表面的氧化层及铁锈,达到管道内表面防腐预处理的工艺要求,为保证振动处理效果,振动处理的管件在随同工作台振动的同时,通过辅助电机及齿轮传动驱动,自身在专用夹具内作旋转运动。
二、振动除锈工艺试验
1.试验目的:检验振动除锈工艺技术原理正确性;分析不同工艺参数对除锈效果的影响。
2.振动除锈工艺试验条件
振动试验机:偏心-弹簧式机械振动台,振幅:0-5mm,频率:20-80Hz,加速度:0-15g, 试件:长度L=100mm,内径d=18mm 外径=19mm,试验粒子材料:石英、铁砂,直径尺寸 d<0.9mm, d<1.1mm, d<1.5mm,工装改造:自制的工装,可以满足试验要求。
3.试验内容
选取不同硬度、直径的粒子,通过调节工艺参数进行试验,记录试验数据。将试验处理后的钢管做成切片,在显微镜下观察,定性比较钢管内表面除锈处理的效果,分析各种参数对工艺效果的影响规律。我们分别进行垂直振动、水平振动、综合振动除锈试验。
三、振动除锈效果试验分析
建立振动除锈工艺参数试验数据,对影响振动除锈效果工艺参数进行不同振动方向的振动除锈效果试验,并进行除锈效果的宏观及金相对比检查.通过分析试验效果初步得到不同工艺参数对除锈效果的影响规律。
1.磨粒硬度
铁锈组织比较松散,但金属表面的氧化层与基材结合强度高,粒子硬度越高,清除铁锈及氧化层的效果越好。
2.粒子材料
不同材料的粒子,在相同尺寸下,质量大,对管道内壁产生的冲击力大,除锈效果好。
3.磨粒尺寸
相同材质的粒子,尺寸大,粒子与锈斑的接触面积增大,影响冲击压强,针对试验中钢管的尺寸而言,粒子直径d>1.1一1.5 mm,基本无除锈效果;d>0.9—1.1 mm,除锈较明显,d<0.9 mm,粒子质量很小,动能小,除锈效果差。
4.振幅与频率
加速度、振幅、频率之间有如下关系,振幅越大,加速度越大,粒子动能大,除锈效果越好;频率
增加,加速度变大,但振幅减小,除锈效果下降,频率太低,加工效率低。
5.时间
一般来说,加工时间越长,除锈效果越明显。
6.振动方向
垂直振动,利用磨粒对表面的撞击能量清除锈斑及氧化皮,表面产生残余压应力,细化表层晶粒,可以提高耐腐蚀能力;水平振动利用摩擦力清除锈斑及氧化皮,表面产生残余拉应力,效果不如垂直振动;成振动可以提高除锈及氧化皮的效果,并且在表层产生残余压应力,
结束语:
工业上对管道内表面防腐前期处理工艺主要有:酸洗处理、机械清洗、喷砂处理等方法,为了克服管道内壁防腐前处理工艺酸洗处理工序过程中产生的废液、浪费水资源、机械、喷砂处理对细长管道效果不理想等技术难题,研究一种利用机械振动加工原理实现对小口径管道内表面的氧化层和铁锈进行清除处理的振动除锈机械,工艺性能达到对管道内表面进行防腐处理时的技术要求。利用偏心弹簧式机械振动台及自制的试验工装,分别对内径18 mm的钢管内表面进行垂直、水平、综合方向振动除锈工艺试验,并分析了主要工艺参数(振幅、振动频率、加工时间、粒子尺寸、装填量等)对除锈效果的影响,试验证明试验设备及工装满足工艺参数的调解要求,机械振动除锈工艺可以实现小口径钢管内壁除锈及氧化层的要求。由于设备能力的局限性,振动除锈工艺试验有待于进一步研究完善。完成的振动除锈数学模型及试验分析为今后进一步开展深入的工艺研究提供了技术支持。



 阿凡达淘宝旗舰店
阿凡达淘宝旗舰店 阿凡达百度爱采购
阿凡达百度爱采购