欢迎来到长沙阿凡达公司,公司主营环保脱漆剂,中性除锈剂,钢筋除锈剂,多功能漆前处理剂,漆雾凝聚剂,常温发黑剂。
-

扫码打开手机站
- 扫一扫

扫码加微信
扫码打开手机站
扫码加微信


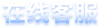
适用范围:适用于机械零件、标准件、工艺产品、弹簧、汽车、航空的钢铁零部件表面发黑
产品特点:<br/> 1、突破了传统的观念和概念<br/> 2、单一配槽与补充添加<br/> 3、装蚀性和耐蚀性都领先于国际水平,发黑后的钢铁工件表面不经任何后处理在3%硫酸铜、10%氯化钠及0.5%盐酸混合检测溶液中,40秒无锈蚀,国家标准30秒<br/> 4、5%草酸溶液点滴15分钟边缘不泛白见底,国家标准8分钟,用干净的白纸擦试检测部位,膜层不掉并且擦试纸上没有黑色污渍<br/> 5、配槽,操作,维护都十分的简单方便<br/>
包装规格:25kg/袋



![]()
● 配槽:750-850g/L 单一配槽与添加
● 发黑时间及沸点温度:35~50分钟 135~142 ℃

● 工艺一:AF-FH842除油--水洗--AF-FH822去锈活化--水洗--AF-FH808发黑配制处理液--流动水洗--热水洗-浸涂AF-FX238脱水防锈油
● 工艺二:AF-FH842除油--水洗--AF-FH822去锈活化--水洗--AF-FH808发黑配制处理液--流动水洗-皂化-热水洗-浸涂AF-FX238脱水防锈油

● AF-FH842除油-水洗-酸洗(除锈干净)-水洗-光亮酸洗(30-120s左右)-水洗-酸洗(5-7分钟)-水洗- AF-FH808发黑-水洗-热水洗-浸AF-FX238脱水防锈油


根据GB/T15519-2002要求:
1、外观和表面质量:膜层应无红色氧化斑点,而且整个膜层不应呈现红棕色;在采用任何附加防腐处理前,用干净的Whatman40滤纸(或相同质量的其他滤纸)擦过的部分,应没有红棕色或绿色污迹产生,更不允许有黑色污渍产生。
2、耐草酸试验:在采用任何防腐处理前,将洁净平整的试样表面上滴3滴(约0.2ml)5%的草酸溶液,1min后试样表面无腐蚀变化为合格,1.5min 为良好。8分钟后膜层边缘不泛白见底,擦试不掉色,不见底。

● 配戴防护眼镜和口罩,戴手套操作,采用适当的通风措施。
● 当溶液冷却后要重新加热时,必须特别小心慢慢加热溶液,并用铁杆搅散沉淀物,溶液在沸腾时不可以过急的加冷水,以防止溶液溢出。
● 如果接触到溶液,需用大量水冲洗。详见本产品安全数据报告(MSDS)。

25公斤/塑桶,储存于阴凉通风处,按一般化学品运输。应遵守有关工业惯例,在良好的通风条件下使用,避免直接与皮肤、眼睛接触,不可食、吸入,贮存在密封的容器中,在避光、干燥的化学仓库保存。










 阿凡达淘宝旗舰店
阿凡达淘宝旗舰店 阿凡达百度爱采购
阿凡达百度爱采购