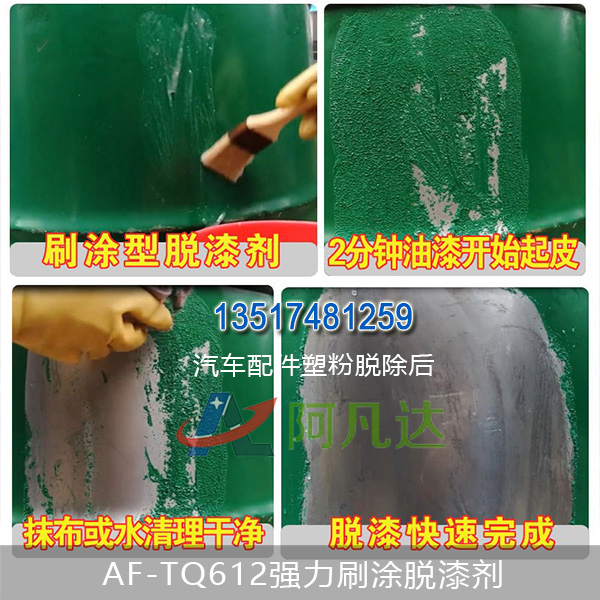
欢迎来到长沙阿凡达公司,公司主营环保脱漆剂,中性除锈剂,钢筋除锈剂,多功能漆前处理剂,漆雾凝聚剂,常温发黑剂。
-

扫码打开手机站
- 扫一扫

扫码加微信
扫码打开手机站
扫码加微信

一、被防锈物的表面预处理方法
(1)表面清洁
清洗必须依被防锈物的表面的性质和当时的条件,选定适当的方法。一般常用的方法有溶剂清洗法、化学处理清洗法和机械擦洗清洁法。
(2)表面干燥
清洗干净后可用过滤的干燥压缩空气吹干,或者用120-170℃的干燥器进行干燥,也可用干净纱布擦干。
二、防锈油的涂覆方法
(1)浸涂法
将干净的金属制件浸入到呈液态的防锈油中,待油品全面涂覆于金属表面到一定的油膜厚度时,取出沥干即浸涂完毕。此法多适用于大批量的金属制品及零配件,如:轴承、工量具、刃具、五金、标准件、汽车及农机具零配件等中、小型金属制件的油封。大件也可采用单件浸涂。对有涂层面的产品不适宜。
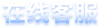
(2)刷涂法
用刷子醮防锈油后,涂覆于干净的金属制件表面。这种方法适用于所有产品,尤其对带有涂料或忌油部位只能局部防锈采用刷涂更为适宜。例如大型机器设备,可用刷子醮油进行涂刷。对结构复杂、管道、孔穴多的产品,应与其他方法联合使用。
在刷涂过程中,涂层不宜太厚,要纵横涂刷均匀,以免因涂层厚薄不均在金属表面产生氧浓差电池,使涂层厚处出现腐蚀。防止因漏刷而产生腐蚀。
(3)喷涂法
使用中,高压喷气将防锈油喷涂于干净的金属制件表面。此方发适用于大面积的平面、立柱面、精密制品表面、大型机械设备内、外裸露面的涂覆。在喷涂过程中,根据油品的粘度选择喷枪,控制适当的压力,油雾要均匀,无丝状油液或间断现象。同时控制一定的油温和喷涂距离,按一定的方向延伸涂覆于制件表面。
注意事项:在使用时不要对防锈油进行稀释,以免影响防锈效果涂覆完防锈油的工件、设备放置在室外或运输过程中,要有防雨防潮包装。



 阿凡达淘宝旗舰店
阿凡达淘宝旗舰店 阿凡达百度爱采购
阿凡达百度爱采购